СПАСИБО!
ваша заявка принята
в ближайшее время
наш менеджер свяжется с Вами,
чтобы обсудить детали
наш менеджер свяжется с Вами,
чтобы обсудить детали



Аппарат для приварки штифтов PW-33
Бельгийское сварочное устройство Приварной пистолет PW-33 разрабатывался специально для работы с Climatech SP (гвоздь 2- либо 2,2- миллиметрового диаметра) на элементы отвода воздуха. Эти элементы используются при монтаже теплоизоляционных материалов, таких как «Rockwool Wired Mat или XOTPIPE Wired Mat». Данный агрегат являет собой облегченный 4-килограмовый «пистолет» для сварки.
Помимо этого в нее включен пульт, позволяющий осуществлять дистанционное управление.
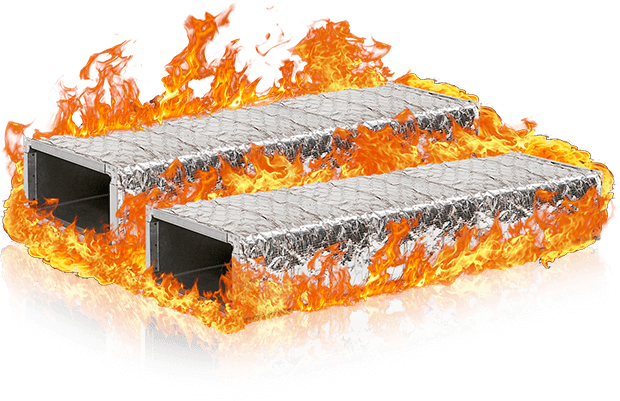
За те несколько лет, которые он присутствовал на международном рынке, он зарекомендовал себя к роли эффективной техники для высококачественного закрепления элементов изоляции на воздуховодах. Также с его помощью обеспечивается огнезащита для элементов вентиляционных систем и дымоотводов. Процесс приварки штифтов Climatech SP-2 включает в себя несколько этапов:
Чтобы оптимизировать процесс и максимально повысить прочность крепления используется система, позволяющая осуществить очень точную регуляцию времени, в течение которого будет удерживаться разряд. Она помогает компенсировать перепады давления в электросети и эффективно выполнить поставленную задачу несмотря на различие в толщине.
| 1. Подключите сварочный пистолет PW-33 как можно ближе к главному автомату (мин. 16 А) и, в случае необходимости используйте удлинитель с проводом большого сечения (мин.3 х 2,5 мм2). Будьте осторожны, слишком тонкий удлинитель радикально снизит прочность сварного соединения. |
| 2. Настройте таймер в соответствии с толщиной стали. Это необходимо для достижения требуемой прочности сварки за наименьший промежуток времени. Для настройки таймера целесообразно перед началом работы несколько раз попробовать пистолет на таком же листе металла. |
| 3. Вставьте штифт SP Climatech для сварки в магнитный наконечник. |
| 4. Держите пистолет перпендикулярно листу металла. Для обеспечения хорошего качества сварки электроды должны находиться под углом 90°. Нажмите курок и удерживайте его до конца сварочного процесса. |
| 5. Снова включите пистолет и повторите. Рекомендуется следовать стандартам расположения штифтов SMACNA (Sheet Metal and Air Conditioning Contractors National Association — Ассоциация производителей листового металла и подрядчиков по кондиционированию США). |
| 6. Наденьте изоляционный материал на приваренные штифты. Для достижения наилучших результатов штифты должны быть на 6 мм длиннее, чем толщина изоляционного материала. |
| 7. Закрепите изоляцию на штифтах при помощи самозакрывающихся шайб CL-1 Climatech для SP 2.2 или CL-0 SP 2.0. |
| 8. Для большей безопасности наденьте на штифты пластиковые колпачки NSC. |